
This essay is reproduced here as it appeared in the print edition of the original Science for the People magazine. These web-formatted archives are preserved complete with typographical errors and available for reference and educational and activist use. Scanned PDFs of the back issues can be browsed by headline at the website for the 2014 SftP conference held at UMass-Amherst. For more information or to support the project, email sftp.publishing@gmail.com
Technology and Productivity
by Peter Downs
‘Science for the People’ Vol. 13, No. 1, January/February 1981, p. 9-13
Peter Downs is a machinist living in St. Louis. He is a member of the St. Louis Chapter of SftP.
The introduction of new technology into a production process is generally seen by those on the American Left as reducing the level of skill required of workers to do the job. It is thought to simplify jobs, making them more boring and meaningless. Not surprisingly, then, many bitter working class struggles have been waged against new technology, and technology has in turn changed the forms of continuing struggles. Sometimes we forget that the primary reason for introducing new technology is to increase capitalists’ profits by increasing worker productivity. Thus, technology intervenes at one of the foci of the class struggle and it must reflect the present course of that struggle as well as influence its future forms. In this article, I will examine some of the effects of the spread of numerical control (NC) technology on the metal machining industry and its workers, including some of the ramifications for the workers’ struggle. The main purpose of this investigation is to inform that struggle.
Characteristics of Numerical Control vs. Conventional Machining
The most important changes in the machine tool metalworking industry in the last two decades have been associated with the elaboration of numerical control (NC) technology. Machine tools are numerically controlled when they are directed automatically by way of electrical apparatuses which receive instructions from a tape or deck of cards instead of from a human operator. The tapes or cards give the patterns for the parts with numerical coordinates hence “numerical control”, and electronic processors control the apparatus to follow the pattern. NC machine tools were first developed in response to the needs of the aerospace industry to produce complicated parts faster, more accurately, and at a lower cost than by conventional machining techniques. McDonnell-Douglas Corporation is still the national leader in the use of NC machine tools, but such tools are no longer restricted to the aerospace industry.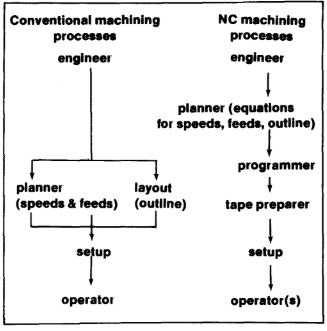
Numerical control of machine tools would appear to possess many advantages over manual control on two levels. On one level, parts which could not be made with conventional techniques can now be made with NC machine tools. Insofar as such parts previously had to be produced manually, productivity has been drastically improved. On a second level, automatic control of machine tool operations reduces the areas of human error. This suggests that low tolerances can be more easily maintained, inspections can be greatly reduced, and changing over from one part to another similar to it can be accomplished more easily than with conventional methods. Whether or not such potential advantages are realized seems to depend heavily upon what is being produced. One frequent complaint about NC machines, however, is that they do not provide repeatability in part sizes, which is one of the reasons they have to be carefully monitored. 1At McDonnell-Douglas, for example, NC milling machines tend to vary the thicknesses of parts while maintaining the pattern. Every single part produced at McDonnell-Douglas must be inspected and approved before it is used, whether it is produced by NC or conventional techniques. At Emerson electric inspection procedures for conventionally and NC-machined parts are identical. It is not clear that NC-machined tools are effective at cutting inspection costs or better at maintaining tolerances.
One advantage of NC machine tools, though, is the increase they bring in productivity. Since tooling and length of machining cycles are reduced, and the repetition of machining operations is automatically controlled, more parts can be made at lower costs. There are other factors, however, which tend to reduce this advantage. NC milling machines at McDonnell-Douglas, for example, begin their operations on a precision casting, whereas conventional machines usually start with a metal slab. The fixtures for holding the precision casting in place during the machining process are made by conventional machine tools, and all initial precision machining performed on the casting, such as drilling precision holes at critical positions, is performed conventionally. There is a division between work done conventionally and work done with NC techniques, but it is difficult to say for any particular part that, a priori, NC or conventional is better. The choice is a complex one for which every type of part is evaluated.
A conventional shop which is considering investing in NC machine tools must analyze much more than the particular machining operations for particular parts. It must also consider the costs of machines and installation; differences in supply costs, power consumption, and floor and storage space; and retrofitting costs, since the average useful life of an NC control system is less than half the life of a basic machine. 2 Ultimately, however, the decision is based on profitability, not the speed or quantity of production per se. Thus, if another way can be found to increase the productivity of labor, or increase the value produced by the laborer relative to the wage, it will be another viable alternative for the capitalist. Small capitalists, whose sums of capital are not large and whose job shops may not have the certainty of continually producing particular types of parts that the large capitalists’ have, may prefer an alternative to NC techniques. Whatever choice is made, the primary concern of the capitalist is with increasing workers’ productivity, which, since Braverman, 3 for most of the American Left, has become synonymous with decreasing skill.
Skill Requirements
Machinists have always been skilled tradespeople. In the course of the machinists’ training, s/he had to learn practical mechanics, algebra and trigonometry, blueprint reading and sketching, precision measurement, and the properties of various metals and their alloys. This course of study had been fairly constant for many years, since there were few technological changes in production from the 1930’s until the 1960’s. There may have been some movement of such “intellectual” duties as drafting and mathematics into the office, but machinists still had to possess a knowledge of metallurgy, mathematics, and drafting in order to read job specifications, catch errors, determine part dimensions, and select the proper cutting tools and cams for the most efficient cutting speeds and feeds for the job. Much of this knowledge, which includes knowing where to look or who to ask for more information when the need arises, was acquired through actual experience. Most trained machinists were responsible for operating a few specific machines and setting them up so they could manufacture the required part to specifications.
The level of skill a machinist acquired depended on the type of position s/he had. The most skilled were tool and die makers, whose work was also the most labor intensive. Tool and die makers can operate any machine tool. They build dies and tools that are to be used in production. This type of work is especially precise and includes a large number of manual operations. The next level of skill is that of the general machinist, who can set-up and repair any machine tool but does not do the kind of precision work characteristic of the tool and die maker. Somewhat less skilled are production machinists and machine operators, who generally know how to set-up and operate only one or two machines. On the average, machine operators know how to perform common set-ups on the type of machines they operate after one or two years of experience. The production of any part via machining utilizes the combined skills of many people. In conventional machining processes, those directly involved are the engineer, who designs the part; the planner, who plans the steps in the machining process; the lay-out person (for mills and drills), who outlines cuts on the metal stock; the set-up person, who mechanically prepares the machine tool for the operations required; and the machine operator. Some parts also require the services of the tool and die maker to build a jig or fixture to hold the metal piece properly for the machining operations involved in producing the part. In many conventional machine shops the same person plans the job and does the lay-out or the set-up. In smaller shops much of the set-up tends to be done by the machine operator. Yet there are also shops in which the operator does nothing but load the machine and start the operating cycle; all set-ups and adjustments are performed by the set-up person.
In NC machining processes the people immediately involved are the engineer, the planner, the programmer, the tape preparer or keypunch operator, the set-up person, and the machine operator. The lay-out for NC machining is done analytically by the planner, who still must select the proper tools, speeds, and feeds for the machining operations so they can be translated by the programmer. An NC machine operator is often responsible for set-up as well. The manual set-up required for a job may not be as skilled a task as on conventional machines, but NC machines have to be adjusted and corrected manually so often that only very skilled machine operators are trained to operate them. From the point of view of machine operators NC positions require more skill, but from that of set-up persons they require perhaps less skill. For tool and die makers, though, NC machines do mean a reduction in necessary skills since the jigs and fixtures required are much simpler than those required for similar jobs on conventional machines. This is one of the main areas of cost reduction with NC machining. Again, however, there are some contradictory tendencies. In conventional machining, operations generally start on a metal bar or slab. But, at McDonnell-Douglas at least, NC operations start on a precision casting. Does the fabrication of such a casting require more skill on the part of foundry workers? Taken as a whole, the effects of NC technology are not simply to reduce workers’ skill. NC machine tools do increase productivity, and therefore profits, but their effects on skills are complex.
NC and the Organization of Labor
The importance of NC machine tools to the working class goes beyond their effects on skills. Before the development of NC machine tools in the sixties, most large manufacturing companies had their own machine shops. By possessing an in-house machine shop a company assured its supply of machined parts necessary for production, without some of the transfer and management costs. In addition, large shops could benefit from economies of scale in energy, space, materials, and in labor costs via a greater division of labor. In some shops even the duties of loading stock into the machine were severed from those of the machine operator. These large in-house machine shops could also use a larger number of inexperienced machinists, and have them assisted by a small number of experienced machinists. The separation of function meant that the number of machines to which each person was assigned could be increased so that the company could get more labor from the workers each day. These same conditions, however, made such shops prime sites for unionization. Today, most large corporate machine shops are unionized.
Advances in computer technology led to the spread of NC machine tools in the seventies. This in turn led to increased production of some parts and to decreased employment in many large shops. Emerson and Wagner Electric Companies, for instance, both eliminated many of their conventional machine tools in St. Louis, throwing hundreds of people out of work. Wagner Electric Company replaced its St. Louis machines with NC machines in a “right to work” state. Emerson Electric replaced many of its conventional machines with NC machines at its St. Louis facility. Both companies also increased the amount of work they contracted out to small and medium-sized shops. This trend has created a boom for these small shops.
The apparently rosy conditions for small and medium size shops seems to contradict the spread of NC machine tools. Smaller shops generally do not have such tools because of their large initial costs and because “job shops” cannot always predict what kind of parts they will be hired to produce next. In order to compete with NC, small capitalists must squeeze more out of their workers, which is easier to do when the shops are non-union. If small capitalists can squeeze the cost of making a part down below that of a part made by NC processes, subcontracting becomes an attractive alternative for large manufacturers. Certain types of work are not especially well suited to NC techniques, so they tend to be done conventionally and to be contracted out. These include small runs of simple parts (in the tens of hundreds of thousands) and even very small runs of complex parts when such parts are not similar to others that a manufacturer needs.
Labor Struggles in the St. Louis Machine Shops
The cost savings small capitalists are able to achieve are primarily reductions in labor costs. This is partially due to the spread of NC machine tools, which increases the productivity of labor in machining processes. This effectively reduces the value of labor in conventional machining processes. More importantly, I think, the unorganized state of workers in smaller shops makes it easier for capitalists, both large and small, to increase the exploitation of workers, i.e., to pay the workers for a smaller part of the value they produce, taking even more as surplus value, or profits. An example will help illustrate what this means for workers in smaller shops.
Parts Fabricators, Inc. is a fairly typical medium-sized shop employing about 70 people. In the fall and winter of 1979 these workers were working ten-hour days with one-half hour for lunch. Lighting and insulation were poor and unsafe, and the buildings offered minimal protection from the weather. Most of the workers were paid between $4.00 and $4.75 per hour and the pay was subject to deductions for taxes, tools, and school, the latter because the workers were classified as “trainees”. Thus, most of the workers needed to work overtime. Most of the machine tools in the shop were old, some of World War I vintage, and production involved a large number of hand operations. Deburring, for instance, which is an operation whereby sharp edges on a part are removed, was always done by hand, even though a large number of fully automated deburring machines are on the market.
This was the first industrial job that many of the workers at Parts Fab, who were mostly young men, some married and with children, had held. Previously, they had been employed in service industries or in the military. They kept working at Parts Fab because they thought that if they learned an industrial trade they would be able to make big money. High unemployment, especially for youth, meant they had few alternatives for learning a trade, or even working. People were afraid of what would happen if they lost their jobs. Where would they find other steady, full-time jobs? Since some large corporate machine shops had closed, they feared a glut of machine operators and felt they would need strong experience in order to compete effectively for available jobs. So each resolved to continue under the conditions at Parts Fab until s/he had a few years experience. Then too, as these were their first industrial jobs, they did not know what to expect. They did not know what was “correct” nor what their legal rights and protections were. Many thought they could only get a union if the boss wanted one. Even when they accepted that it was possible to get a union against the boss’ wishes, their fatalism remained intact. The union, they thought, would win recognition and improved conditions without the workers doing anything. This is not to say that everyone hired by the company fatalistically accepted the job and the conditions as they were, but most people rebelled by quitting. In 1978 Parts Fab employed over 360 people for 60 positions. Most people stayed fewer than three weeks. Apparently, many young workers were neither desperate enough nor cowed enough to accept work under such conditions. Today this may be changing under the impact of the deepening recession and cutbacks in unemployment compensation and social services.
The fatalism of the workers who remained at Parts Fab was grounded in the material facts of their lives. Workers do have to work for a decent living, sometimes for any living at all. Unemployment is real. These conditions are used to the advantage of the boss, who constantly reminds workers of them. Despite government promises, workers, in fact, have few rights. Legal protections are weak, and procedural rules favor management. What rights workers do have are only those they can take. Claiming legal rights which are absent in practice is useful in initial organizing, but mostly because it implies that the power of the state is on the side of the workers, not the boss. When the opposite happens, what does it do to the organizing attempt?
Workers in small to medium size shops are generally not organized to take their rights, so they have none. Thus, the introduction of NC machine tools, which increases the exploitation of the workers who operate them by increasing the unpaid production of each worker, also increases the exploitation of workers in the smaller machine shops whose production complements NC machine tool production. In addition, NC processes affect the power of workers to fight back.
As Braverman 4 has pointed out, the automation of production under capitalism is designed to reduce the amount of worker control of production, while the shift of more production to small, unorganized, labor-intensive shops weakens the workers’ fighting organizations, the unions.
In practical terms, it is the power of the workers to disrupt production today which is reduced, though the potential for disrupting, or usurping production is still there. The usual and legal way for workers to disrupt production is by collectively withholding their services, but, as noted above, the ability of existing unions to do this has been weakened by the spread of NC technology. Possibly the most difficult workers to replace are the programmers. But once a machine is programmed it can continue running for a long time and the programmer’s services are not needed. Thus, if programmers were to strike, they would begin to feel the effects immediately while it might be months before it made any difference to the company. The machines cannot run without operators to load stock and start and stop them, but new operators can be trained to perform these duties in a few days so these workers are more easily replaced, especially when unemployment and marginal employment are high. A strike of all job classifications would be more effective, but it does not eliminate the difficulties discussed above. If the machines are already programmed, management can first concentrate on finding new operators and prepare for a long strike.
Skilled machinists in small shops retain more direct control of their production, but a large company which contracts jobs to these shops is unlikely to be stopped by a strike at one, as it can easily shift production to another shop. Yet the large corporations probably control the fate, and the working conditions, of many of the small and medium-sized shops. An effective strike would have to be industry- or customer-wide, analogous to FLOC’s (Farm Labor Organizing Committee) strike against Campbell’s and Libby’s where the farmworkers are directly employed by many small farmers. Since parts made in small shops are unlikely products of NC machine shops, a customer- or industry-wide strike would stand a chance of halting the controlling companies’ production.
Conclusion
The introduction of NC processes in metal machining has affected the class struggle. It alters the skills required of production workers, but it is not clear that the skills required are lesser or greater than those needed for conventional machining processes. The major purpose of NC technology is to increase productivity and profits. This drive to increase profits has an economic consequence, as illustrated by the choice for a large manufacturer, between NC machining and subcontracting, and a political consequence, as seen in the moves against worker control and unionization. NC technology acts to increase productivity for the capitalist, and it thus acts to re-form the class struggle. It does not eliminate the working class from production, but it does change the conditions of production more to the immediate disadvantage of workers.
>> Back to Vol. 13, No. 1 <<
REFERENCES
Most of the information for this article comes from the author’s personal experience and discussions with machinists in St. Louis, Mo. The books cited in the notes were also useful, as well as the following: Feirer, John, Machine Tool Metalworking, McGraw-Hill, 1973.
Leslie, W.H.P., ed., Numerical Control Users Handbook, 1970.
and the magazine Machine and Tool Blue Book.